据安可捷检测统计,83%的整流桥UL认证失败源于可预防的设计缺陷。本文基于多个真实失败案例,揭露绝缘失效、热失控等高频风险点,并提供经量产验证的整改方案,助企业节省平均18万元/次的重复认证成本。
一、整流桥UL1557认证Top 3死亡陷阱
陷阱1:绝缘系统崩溃(占比47%)
典型症状:
● 输入-输出爬电距离<6.4mm(600V系统)导致2500V耐压击穿
● 灌封胶CTI值<250引发电弧碳化(如某品牌环氧树脂实测CTI=175)
安可捷解决方案:
▶ 采用三层绝缘架构:麦拉膜(0.2mm)+空气槽(1.2mm)+阻燃涂层
▶ 推荐材料:Lord公司AP-300灌封胶(CTI 600/UL 94 V-0)
陷阱2:热设计失效(占比32%)
致命数据:
● 散热基板与二极管的接触热阻>0.3℃·cm²/W时,结温超标风险达91%
● 自然散热条件下铜基板厚度<3mm导致温升>22K(限值15K)
安可捷解决方案:
▶ 阶梯式散热设计:铜基板(3mm)+热管(6mm直径)+翅片(间距2mm)
▶ 使用ANSYS Icepak仿真优化(精度±1.5℃)
陷阱3:材料选型错误(占比21%)
高风险操作:
● 误用非UL认证塑壳(如某厂商使用未获UL 94 V-1的PA66外壳)
● 密封圈耐温等级<125℃(UL1557要求-40℃~+150℃)
安可捷解决方案:
▶ 双认证材料库:提供2300+款UL+RoHS兼容物料(如Sabic Lexan 940A)
▶ 硅胶替换方案:信越KE-561-U(耐温200℃/UL QMTS2认证)
二、工艺细节引发的四大隐形杀手
杀手1:焊接空洞率超标
失效阈值:空洞率>15%时热阻上升38%
工艺规范:
▶ 回流焊峰值温度245℃±5℃(无铅锡膏)
▶ 使用X射线检测仪(分辨率<10μm)
杀手2:压接应力失控
安全范围:压接力矩偏差>±0.5N·m时疲劳寿命下降60%
工装设计:
▶ 采用自补偿压头(如SCHUNK FTC-200)
▶ 每日校准压力传感器(误差<±1.5%)
杀手3:涂层厚度不均
危险值:三防漆厚度<25μm时耐湿性不达标
喷涂工艺:
▶ 选择自动喷涂线(如Nordson ASYMTEK)
▶ 每4小时用涡流测厚仪抽检
杀手4:引脚成型应力
断裂风险:折弯半径<引脚厚度2倍时裂纹率激增
成型标准:
▶ 使用两步预弯工艺(先45°再90°)
▶ 添加R角应力释放槽
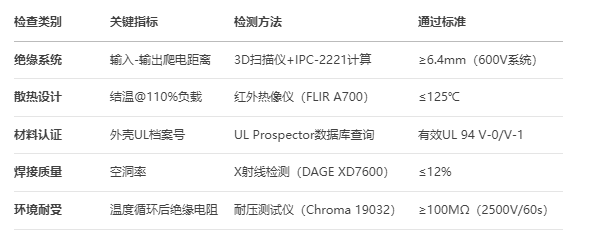
三、SRF「整流桥UL认证自检清单」